


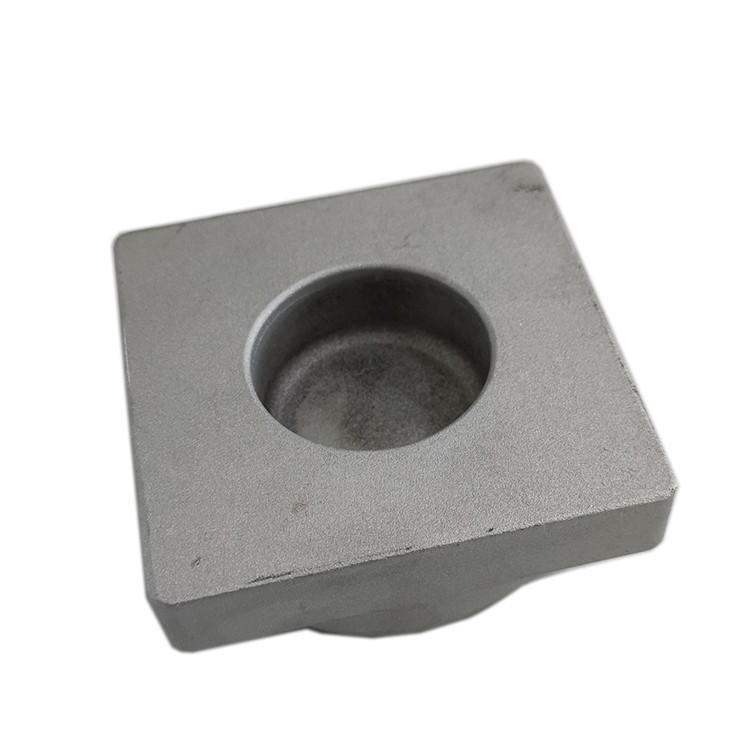

6082 lite aluminium die smiing
Når det gjelder små aluminiumsdie-spillere som brukes i kraftindustrien, skiller 6082 aluminiumslegering seg ut som et foretrukket materiale på grunn av dets eksepsjonelle egenskaper .
1. Materiell oversikt og produksjonsprosess
6082 Aluminiumlegering er en middels styrke al-MG-Si-serie-legering, kjent for sin utmerkede styrke, god korrosjonsmotstand, overlegen sveisbarhet og maskinbarhet . som en av de mest brukte strukturelle aluminumene, 6082 tilbyr høyere. Forbedre materialets mekaniske egenskaper og pålitelighet effektivt, og sikrer ytelsen i presise og komplekse applikasjoner .
Primære legeringselementer:
Magnesium (mg): 0.6-1.2% (styrker med silisium)
Silisium (Si): 0.7-1.3% (styrker med magnesium, forbedrer aldersherding-responsen)
Mangan (MN): 0.4-1.0% (foredler korn, forbedrer styrke og seighet, hemmer rekrystallisering)
Kobber (Cu): 0,10% maks (mindre tilstedeværelse, ubetydelig effekt)
Krom (CR): 0,25% maks (hemmer rekrystallisering)
Basismateriale:
Aluminium (AL): Balanse
Kontrollerte urenheter:
Jern (Fe): 0,50% maks
Sink (Zn): 0,20% maks
Titan (Ti): 0,10% maks
Andre elementer: 0,05% maks hver, 0,15% maks totalt
Produksjonsprosess (for små die -forgings): Produksjonsprosessen for små die-forgings legger vekt på presisjon og effektivitet, og tar sikte på å oppnå nærmeste formkomponenter med utmerkede mekaniske egenskaper gjennom ett eller flere die-formingstrinn .
Råstoffforberedelse:
Høykvalitet 6082 støpte ingotter eller ekstruderte søyler er valgt som smi av billetter . Materialet må gjennomgå kjemisk sammensetningsanalyse for å sikre overholdelse av standarder .
Kutting:
Billetlengden kuttes nøyaktig i henhold til smiedimensjonene og formen, og sikrer volum og vekt møte med smiingskrav .}}}}}}
Oppvarming:
Billettene er jevnt oppvarmet i en nøyaktig kontrollert ovn (vanligvis ved 450-500 grad) . for små deler, temperaturenhet og forebygging av overoppheting er avgjørende .
Dø smiedannelse:
Ved hjelp av en smiende hammer eller hydraulisk presse blir den oppvarmede billeten plassert i en forhåndsdesignet dyse og dannes av ett eller flere presise streik/trykk . Diehulen er intrikat designet for å sikre at metallstrømningslinjer følger delens form, raffinering av korn og eliminerer indre defekter .}}}}}}}}}}}}}}
Forhåndsspiss og smiing av smiing: For komplekse former kan dette innebære to trinn: pre-smykk (forbereder et grovt blank) og finish smiing (fin form) .
Trimming:
Etter smiing fjernes overflødig blitz rundt smiens periferi .
Varmebehandling:
Løsningsvarmebehandling: Smiingen blir oppvarmet til omtrent 530-545 grad og holdes i tilstrekkelig tid til å la legeringselementer oppløses i den faste løsningen .
Slukking: Rask avkjøling fra løsningstemperaturen, typisk ved å slukke vann (romtemperatur eller varmt vann), for å beholde den overmettet faste løsningen .
Aldringsbehandling (T6 temperament): Standard kunstig aldringsbehandling (vanligvis ved 160-180} grad for 8-18 timer) . Denne behandlingen forårsaker utfelling av styrkende faser som mg₂si, og oppnår maksimal styrke og hardhet .
Etterbehandling og inspeksjon:
Avveksling, retting, dimensjonal inspeksjon, overflatekvalitetskontroller .
Til slutt, ikke -destruktiv testing (e . g ., penetrant, virvelstrøm) og mekaniske egenskapstester utføres for å sikre at produktet oppfyller spesifikasjoner .
2. Mekaniske egenskaper på 6082 Small die smiing
6082 Små die -forgings i T6 Tempervis viser utmerkede mekaniske egenskaper, egnet for applikasjoner som krever moderat til høye belastninger .
|
Eiendomstype |
T6 typisk verdi |
Testretning |
Standard |
|
Ultimate Tensile Strength (UTS) |
310-340 mpa |
Longitudinal (L) |
ASTM B557 |
|
Avkastningsstyrke (0,2% ys) |
260-290 mpa |
Longitudinal (L) |
ASTM B557 |
|
Forlengelse (2 tommer) |
9-14% |
Longitudinal (L) |
ASTM B557 |
|
Brinell Hardness |
95-105 hb |
N/A |
ASTM E10 |
|
Utmattelsesstyrke (10⁷ sykluser) |
100-120 mpa |
N/A |
ASTM E466 |
|
Skjærstyrke |
210-230 mpa |
N/A |
ASTM B769 |
|
Elastisk modul |
70 GPA |
N/A |
ASTM E111 |
Eiendomsenhet og anisotropi:
På grunn av die -smiingsprosessen, som samkjører kornstrømmen langs delens kontur, viser 6082 die -forgings utmerkede egenskaper i hovedbelastningsretninger .
Sammenlignet med plater eller ekstruderinger, har forgings vanligvis bedre tverrgående (vinkelrett på hoveddeformasjonsretningen), med samlet sett mindre anisotropi .
3. mikrostrukturelle egenskaper
Mikrostrukturen til 6082 små die -forgings er grunnlaget for deres høye styrke og pålitelighet .
Viktige mikrostrukturelle funksjoner:
Raffinert og tett kornstruktur:
Smiprosessen bryter grundig ned grove støpte korn, og danner fine, ensartede og tette ekviatiske korn og langstrakte deformerte korn langs metallstrømningslinjene . Gjennomsnittlig kornstørrelse varierer typisk fra 50-150
Mangan (MN) danner al-MN-baserte dispersoider, effektivt festing av korngrenser og hemmer overdreven kornvekst og rekrystallisering .
Optimalisert og kontinuerlig kornstrøm:
Metall strømmer i dysehulen, og danner kontinuerlige kornstrømlinjer som tett samsvarer med delens geometri . Dette gjør at smiingen effektivt kan overføre stress når det er lastet, noe
Ensartet fordeling av styrking av faser (utfellinger):
T6 aldringsbehandling fremmer den ensartede nedbøren av Mg₂si -faser i fine, spredte former, som er den primære styrkingsmekanismen .
Den ensartede fordelingen av presipitater i korn og ved korngrenser unngår skadelig kontinuerlig korngrenseutfelling, og sikrer dermed god motstand mot intergranulær korrosjon .
Høy metallurgisk renslighet:
Die -forgings er tette internt, fri for støpingsdefekter (for eksempel krymping, porøsitet, grove inneslutninger) .
Streng kontroll av jern (Fe) innhold reduserer dannelsen av skadelige al-Fe-si-faser, noe som ytterligere forbedrer materialets seighet .
4. Dimensjonale spesifikasjoner og toleranser
6082 Små die -forgings kan oppnå høye presisjon og komplekse former under produksjonen .
|
Parameter |
Typisk størrelsesområde |
Kommersiell smiende toleranse (T6) |
Presisjonsbearbeidingstoleranse |
Testmetode |
|
Maks lengde/diameter |
50 - 500 mm |
± 0,5% eller ± 1 mm |
± 0.05 - ± 0,2 mm |
CMM/Caliper |
|
Min veggtykkelse |
3 - 20 mm |
± 0,5 mm |
± 0.1 - ± 0,2 mm |
CMM/tykkelsesmåler |
|
Vektområde |
0.05 - 10 kg |
±5% |
N/A |
Elektronisk skala |
|
Surface Roughess (smidd) |
Ra 6.3 - 25 μm |
N/A |
Ra 1.6 - 6.3 μm |
Profilometer |
|
Flathet |
N/A |
0,2 mm/100 mm |
0,05 mm/100 mm |
Flathetsmåler/CMM |
|
Vinkelrett |
N/A |
0,5 grad |
0,1 grad |
Vinkelmåler/cmm |
Tilpasningsevne:
Kan utformes og produseres basert på detaljerte kundekademodeller og ingeniørtegninger .
Tjenester som preforming, finish smiing, trimming, varmebehandling og grov/finish maskinering kan leveres .
5. temperamentbetegnelser og varmebehandlingsalternativer
6082 -legering oppnår først og fremst sine ønskede egenskaper gjennom varmebehandling, med T6 -temperamentet det mest brukte .
|
Temperkode |
Prosessbeskrivelse |
Typiske applikasjoner |
Sentrale egenskaper |
|
O |
Fullt annealert, myknet |
Mellomstatus før videre behandling |
Maksimal duktilitet, lavest styrke, lett for kaldt arbeid |
|
T4 |
Løsningsvarmebehandlet, deretter naturlig eldet |
Bruksområder som ikke krever maksimal styrke, god duktilitet |
Moderat styrke, god duktilitet |
|
T6 |
Løsningsvarmebehandlet, deretter kunstig alderen |
Generelle strukturelle komponenter med høy styrke |
Maksimal styrke, høy hardhet, god korrosjonsmotstand |
|
T651 |
Løsningsvarmebehandlet, kunstig alderen, strukket stressavlastet |
Krever presis maskinering, høydimensjonal stabilitet |
Høy styrke, minimal restspenning, redusert maskineringsforvrengning |
|
T652 |
Løsningsvarmebehandlet, kunstig alderen, kompresjonsstressavlastet |
Krever presis maskinering, høydimensjonal stabilitet |
Høy styrke, minimal restspenning, redusert maskineringsforvrengning |
Tempervalg veiledning:
T6 temperament: For die-forgings som krever høy styrke, god korrosjonsbestandighet og maskinbarhet, er T6 det mest økonomiske og høypresterende valget .
T651/T652 Tempers: For deler med ekstremt høye dimensjonale nøyaktighetskrav og omfattende etterfølgende maskinering, anbefales T651 eller T652 frister å effektivt kontrollere maskinering av forvrengning .
6. Maskinering og fabrikasjonskarakteristikker
6082 Small die -forgings har utmerket maskinbarhet og sveisbarhet .
|
Operasjon |
Verktøymateriale |
Anbefalte parametere |
Kommentarer |
|
Snu |
Karbid, HSS |
Vc =150-400 m/min, f =0.2-0.8 mm/rev |
Chips bryter lett, god chip -evakuering |
|
Fresing |
Karbid, HSS |
Vc =200-600 m/min, fz =0.08-0.5 mm |
Høyhastighetsskjæring, god overflatebehandling |
|
Boring |
Karbid, HSS |
Vc =50-120 m/min, f =0.08-0.2 mm/rev |
Stor helixvinkel, polerte land, gjennomgående kjøleskap |
|
Sveising |
Mig/tig |
God sveisbarhet, anbefalt filler 4043/5356 |
Styrken kan avta etter sveising, bør du vurdere lokal aldring etter sveis |
|
Overflatebehandling |
Anodisering, konverteringsbelegg |
Anodisering er lett å fargelegge, harde, slitasje-motstandsdyktig, korrosjonsbestandig |
Mye brukt, oppfyller estetiske og beskyttende behov |
Fabrikasjonsveiledning:
Maskinbarhet: 6082 i T6 Temper
Sveisbarhet: 6082 er en sveisbar aluminiumslegering, kompatibel med vanlige fusjonssveisemetoder som MIG eller TIG . styrke i den varme-berørte sonen (HAZ) vil avta etter sveising, som kan forbedres ved å velge høye strengstofftråler eller utføre etter sveising lokal aldring {{{{{{{{{{{{
Kald formbarhet: Viser god kald formbarhet i O- eller T4 -frister; Duktilitet avtar i T6-temperament, og storskala kald deformasjon anbefales ikke .
7. Korrosjonsmotstand og beskyttelsessystemer
6082 legering kan skilte med utmerket korrosjonsmotstand, spesielt mot atmosfærisk og saltvannskorrosjon .
|
Korrosjonstype |
T6 temperament ytelse |
Beskyttelsessystem |
|
Atmosfærisk korrosjon |
Glimrende |
Ingen spesiell beskyttelse er nødvendig, eller anodisering |
|
Sjøvannskorrosjon |
God |
Anodiserende, høyytelsesbelegg, galvanisk isolasjon |
|
Stress Corrosion Cracking (SCC) |
Veldig lav følsomhet |
T6 temperament gir utmerket motstand |
|
Peeling korrosjon |
Veldig lav følsomhet |
T6 temperament gir utmerket motstand |
|
Intergranulær korrosjon |
Veldig lav følsomhet |
Varmebehandlingskontroll |
Korrosjonsbeskyttelsesstrategier:
Legerings- og temperamentvalg: 6082- T6 temperament gir utmerket korrosjonsmotstand, med høy motstand mot SCC og peeling korrosjon .
Overflatebehandling:
Anodisering: Den vanligste og effektive beskyttelsesmetoden, som gir et ekstra slitasjebestandig og korrosjonsbestandig lag, og kan farges .
Kjemisk konvertering belegg: Tjene som gode primere for maling eller lim .
Beleggssystemer med høy ytelse: Kan brukes i spesielle eller ekstreme miljøer, for eksempel fluorokarbonbelegg, epoksybelegg, etc .
Galvanisk korrosjonsstyring: Når du er i kontakt med inkompatible metaller, må isolasjonstiltak (e . g ., pakninger, isolerende belegg) tas for å forhindre galvanisk korrosjon .
8. Fysiske egenskaper for ingeniørdesign
|
Eiendom |
T6 typisk verdi |
Designhensyn |
|
Tetthet |
2,70 g/cm³ |
Lett design |
|
Smelteområde |
555-650 grad |
Varmebehandling og sveisevindu |
|
Termisk konduktivitet |
180 W/m·K |
Termisk styring, design av varmeavleder |
|
Elektrisk konduktivitet |
48% IACS |
God elektrisk ledningsevne |
|
Spesifikk varme |
900 J/kg · k |
Termisk treghet, beregning av termisk støtrespons |
|
Termisk utvidelse (CTE) |
23.4 ×10⁻⁶/K |
Dimensjonale endringer på grunn av temperaturvariasjoner |
|
Youngs modul |
70 GPA |
Strukturell stivhet, deformasjon og vibrasjonsanalyse |
|
Poissons forhold |
0.33 |
Strukturanalyseparameter |
Designhensyn:
Styrke-til-vekt-forhold: 6082 tilbyr høyere styrke enn 6061 mens de opprettholder lette fordeler .
Allsidighet: Balanserte egenskaper gjør det egnet for forskjellige industrielle applikasjoner, og reduserer materialvalgskompleksitet .
Enkel produksjon og montering: Utmerket maskinbarhet og sveisbarhet hjelper til med å forkorte produksjonssyklusene og redusere kostnadene .
Skadetoleranse: I små deler bidrar den tette mikrostrukturen og kontinuerlig kornstrøm dannet ved smiing til forbedret utmattelsens levetid og bruddseighet .
9. Kvalitetssikring og testing
Kvalitetskontroll for 6082 små aluminium die -forgings er et avgjørende aspekt som sikrer deres ytelse og pålitelighet .
Standard testingsprosedyrer:
Råvaresertifisering:
Kjemisk sammensetningsanalyse (optisk emisjonsspektrometer) for å sikre samsvar med ASTM, en, etc .
Billet overflatefeilinspeksjon .
Forfalleringsprosessovervåking:
Sanntidsovervåking av smiing av temperatur, trykk og die tilstand .
I prosess tilfeldig inspeksjon av smiing av form og dimensjoner .
Varmebehandlingsprosessovervåking:
Ovnstemperatur Uniformitet (per AMS 2750E klasse 2) og tidskontroll .
Slukende medietemperatur og agitasjonsintensitetskontroll .
Kjemisk sammensetningsanalyse:
Re-verifisering av batch kjemisk sammensetning av endelige forgings .
Mekanisk eiendomstesting:
Strekkprøving: Prøver hentet fra representative steder og orienteringer (langsgående, tverrgående) for å teste UTS, YS, EL .
Hardhetstesting: Multi-Point-målinger for å vurdere generell enhetlighet .
Effekttesting: Charpy V-Notch Impact Test om nødvendig .
Nondestructive Testing (NDT):
Penetrant Testing (PT): 100% overflateinspeksjon for å oppdage overflatebrytende defekter .
Eddy Current Testing (ET): Oppdager overflate- og næroverflatefeil, for eksempel mikro-cracks og hardhet ikke-ensartethet .
Ultrasonic Testing (UT): For kritiske eller store deler, intern defektinspeksjon for å sikre ingen porer, inneslutninger eller andre interne feil .
Mikrostrukturell analyse:
Metallografisk undersøkelse for å evaluere kornstørrelse, kornstrømkontinuitet, grad av omkrystallisering, utfelling morfologi og distribusjon osv. .
Dimensjonal og overflatekvalitetsinspeksjon:
Presise målinger ved bruk av bremser, mikrometer, koordinatmålingsmaskiner (CMM) eller optiske måleinstrumenter .
Måling av overflateuhet .
Standarder og sertifiseringer:
I samsvar med ASTM B247 (aluminiumslegeringsmedlemmer), EN 15908 (aluminium og aluminiumslegeringer - forgings), EN 755 (ekstrudert stang/bar, som billetreferanse), AMS (Aerospace Material Specifications, om nødvendig) .
Sertifisering av kvalitetsstyringssystem: ISO 9001.
EN 10204 Type 3 . 1 Materialtestrapporter kan leveres, og tredjeparts uavhengige sertifisering kan ordnes på kundeforespørsel.
10. applikasjoner og designhensyn
6082 Små aluminiumsmedisiner er mye brukt i forskjellige industrisektorer på grunn av deres utmerkede styrke, korrosjonsmotstand og produksjonseffektivitet .
Primære applikasjonsområder:
Bilindustri: Suspensjonskomponenter (e . g ., kontrollarmer, styringsknoker), hjulkomponenter, motorfester, drivlinjekomponenter, kroppsstrukturdeler .
Sykler og sportsutstyr: Sykkeldeler med høy ytelse (e . g ., veiv, pedaler), karabinere, sportsutstyrskontakter .
Maskinteknikk: Pumpekropper, ventillegemer, hydrauliske komponenter, klemmer, koblingsblokker, små transmisjonsgir, lagerhus .
Elektronikk og elektriske apparater: Varmevasker, strukturelle støtter, kontakthus .
Transport: Ikke-kritiske strukturelle komponenter, kontakter og parenteser i jernbanekjøretøyer, skip og fly .
Medisinsk utstyr: Strukturelle rammer, koblingsdeler osv. .
Generell maskinvare: Verktøyhåndtak, låsekomponenter osv. .
Designfordeler:
Høy styrke og lettvekt: Gir god styrke mens du oppnår betydelig vektreduksjon, forbedrer produktytelsen og energieffektiviteten .
Høy pålitelighet: Die smiing eliminerer støpingsdefekter, noe
Kompleks form realisering: Die smiing kan produsere nesten nettformede komplekse geometrier, redusere påfølgende maskinering og senke kostnadene .
Utmerket korrosjonsmotstand: Egnet for langvarig bruk i utendørs, fuktige eller visse etsende miljøer .
God maskinbarhet og sveisbarhet: Letter etterfølgende maskinering, overflatebehandling og montering .
Kostnadseffektivitet: 6082 tilbyr et bedre pris-ytelsesforhold sammenlignet med spesialitetslegeringer med høy ytelse .
Designbegrensninger:
Styrkegrenser: Selv om det er sterkere enn 6061, kan den fremdeles ikke oppfylle kravene til kritiske bærende strukturer som krever ekstremt høy styrke, for eksempel primære romfartsstrukturkomponenter .
Størrelsesbegrensninger: Die smiedimensjoner er begrenset av dies og utstyr, noe som gjør det uegnet for integrert smiing av veldig store komponenter .
Ytelse med høy temperatur: I likhet med alle aluminiumslegeringer er det ikke egnet for langsiktige driftsmiljøer over 150 grader .
Økonomiske og bærekraftshensyn:
Total livssyklusverdi: Mens de opprinnelige kostnadene for die -tilgaver kan være høyere enn avstøpning, gjør deres overlegne ytelse og reduserte påfølgende prosesseringskostnader dem konkurransedyktige over hele livssyklusen .
Ressursutnyttelseseffektivitet: Die smiing er en effektiv nærhetsform-prosess, reduserer materialavfall .
Miljøvennlighet: Aluminiumslegeringer er svært resirkulerbare, og samsvarer med grønn produksjon og sirkulære økonomiprinsipper .
Populære tags: 6082 Small aluminium die smiing, Kina 6082 Små aluminium die smiende produsenter, leverandører, fabrikk






Sende bookingforespørsel